螺旋焊管成型缝"翘嘴"的分析与控制
螺旋焊管成型缝"翘嘴"的分析与控制
摘要:螺旋焊管生产中,成型缝"翘嘴"是普遍存在的一种成型缺陷,在采用小成型角生产 时表现尤其突出。分析了成型缝"翘嘴"的危害及其产生原因,提出了可行的控制措施,对缓 解成型缝"翘嘴",改善螺旋焊管成型缝质量具有一定的借鉴及指导意义。
关键词:螺旋焊管;成型缝"翘嘴";原因分析;控制措施
关键词:螺旋焊管;成型缝"翘嘴";原因分析;控制措施
1成型缝"翘嘴"缺陆
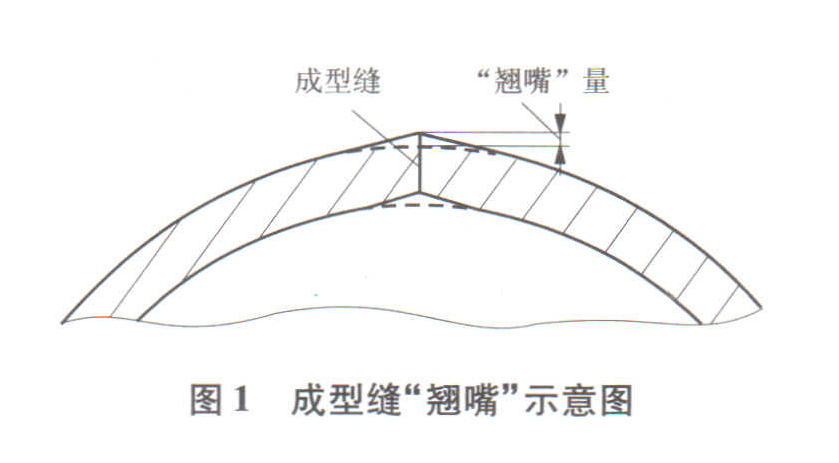
成型缝"翘嘴" (也称之为"竹节"或"梨形") 现象在螺旋焊管生产中普遍存在,表现为成型缝两侧向外翘起,如图l所示。"翘嘴"对钢管质量影响 较大,但GB 9711和API SPEC 5L中都没有此项质量指标的要求。随着管线建设工程对钢管质量要求的不断提高,成型缝"翘嘴"量也逐步成为一个重要的质量指标。从西气东输管线工程开始,在螺旋焊管供货补充技术条件中对"翘嘴"做了明确的量化规定:焊缝两侧各50mm弧长范围内局部区域与钢管理想圆弧的最大径向偏差不得大于1.5mm[l]。因此,有效控制成型缝"翘嘴"显得越来越 重要。
2成型缝翘嘴的危害
2.1管线施工时组对困难
管线施工规范要求对口处螺旋焊缝必须错开 一定距离,"翘嘴"处不规则的圆弧段与另一钢管 较理想的圆弧段对缝,会产生环焊缝对缝错边,错 边量的大小与图1所示"翘嘴"量基本相等。
2.2管端内焊缝打磨明显伤及母材
现行产品标准大都要求对钢管管端至少150mm范围内的内外焊缝进行打磨,磨后余高为0-0.5 mm。如果成型缝"翘嘴"较严重,在进行内焊缝打磨时,为保证磨后余高满足标准要求,将会明显伤及焊缝两侧的钢管母材,导致钢管剩余壁厚减薄甚至超出标准要求。
2.3加剧成型缝的内紧外松
成型缝"翘嘴"会进一步加剧内紧外松,导致成型缝变化大、成型质量不稳定,出现焊缝烧穿、夹杂、未焊透等焊接缺陷,焊接规范的调整难以适应成型缝的频繁变化。
2.4成型缝附近应力集中
"翘嘴"处曲率不规整,产生尺寸突变缺陷,使"翘嘴"处应力(属于一次应力性质)集中系数 增高,导致"翘嘴"处应力集中,影响管线服役寿命,降低了管线运行的安全性和可靠性。
2.5影响焊缝外观质量
"翘嘴"严重的成型缝焊接时,内焊易出现裂 纹、焊缝边缘不规整等缺陷[巧,外焊易出现焊缝 偏流、焊缝余高过高等缺陷,对内外防腐也会产生 影响。
管线施工规范要求对口处螺旋焊缝必须错开 一定距离,"翘嘴"处不规则的圆弧段与另一钢管 较理想的圆弧段对缝,会产生环焊缝对缝错边,错 边量的大小与图1所示"翘嘴"量基本相等。
2.2管端内焊缝打磨明显伤及母材
现行产品标准大都要求对钢管管端至少150mm范围内的内外焊缝进行打磨,磨后余高为0-0.5 mm。如果成型缝"翘嘴"较严重,在进行内焊缝打磨时,为保证磨后余高满足标准要求,将会明显伤及焊缝两侧的钢管母材,导致钢管剩余壁厚减薄甚至超出标准要求。
2.3加剧成型缝的内紧外松
成型缝"翘嘴"会进一步加剧内紧外松,导致成型缝变化大、成型质量不稳定,出现焊缝烧穿、夹杂、未焊透等焊接缺陷,焊接规范的调整难以适应成型缝的频繁变化。
2.4成型缝附近应力集中
"翘嘴"处曲率不规整,产生尺寸突变缺陷,使"翘嘴"处应力(属于一次应力性质)集中系数 增高,导致"翘嘴"处应力集中,影响管线服役寿命,降低了管线运行的安全性和可靠性。
2.5影响焊缝外观质量
"翘嘴"严重的成型缝焊接时,内焊易出现裂 纹、焊缝边缘不规整等缺陷[巧,外焊易出现焊缝 偏流、焊缝余高过高等缺陷,对内外防腐也会产生 影响。
3成型缝"翘嘴"原因分析
3.1成型时带铜两边和中间部分变形量不一致 带钢进入三辑弯板机螺旋成型时,带钢两边 和中部的变形不一致。由于内焊头装置要占据一定的空间,悬臂辑( 2#辐)布置不能覆盖整个螺 距,导致递送边缘100 -150 mm范围内的带钢弯 曲变形不充分。另外,内外辐各小辑之间有间距, 很难调整至刚好压住带钢边缘。因此,带钢两边 的变形没有中间部分的变形充分,合缝时导致
"翘嘴"。
3.2合缝时带钢两边变形不一致
合缝处带钢两边变形不一致会导致两边"翘 嘴"量不同。成型缝咬合处的自由边已经过三辐 弯曲和外控辑辅助成型变形,变形较充分,递送边 则刚进入三辐弯板机,变形不充分,因此,成型缝 咬合时递送边的"翘嘴"量比自由边大。
3.3成型角越小越容易产生"翘嘴"
带钢在弯曲变形过程中,三辘弯板机的每排 辑平行于钢管中心线,沿垂直于成型缝方向剖开, 钢管的剖切面是一个椭圆,如图2所示。
"翘嘴"。
3.2合缝时带钢两边变形不一致
合缝处带钢两边变形不一致会导致两边"翘 嘴"量不同。成型缝咬合处的自由边已经过三辐 弯曲和外控辑辅助成型变形,变形较充分,递送边 则刚进入三辐弯板机,变形不充分,因此,成型缝 咬合时递送边的"翘嘴"量比自由边大。
3.3成型角越小越容易产生"翘嘴"
带钢在弯曲变形过程中,三辘弯板机的每排 辑平行于钢管中心线,沿垂直于成型缝方向剖开, 钢管的剖切面是一个椭圆,如图2所示。
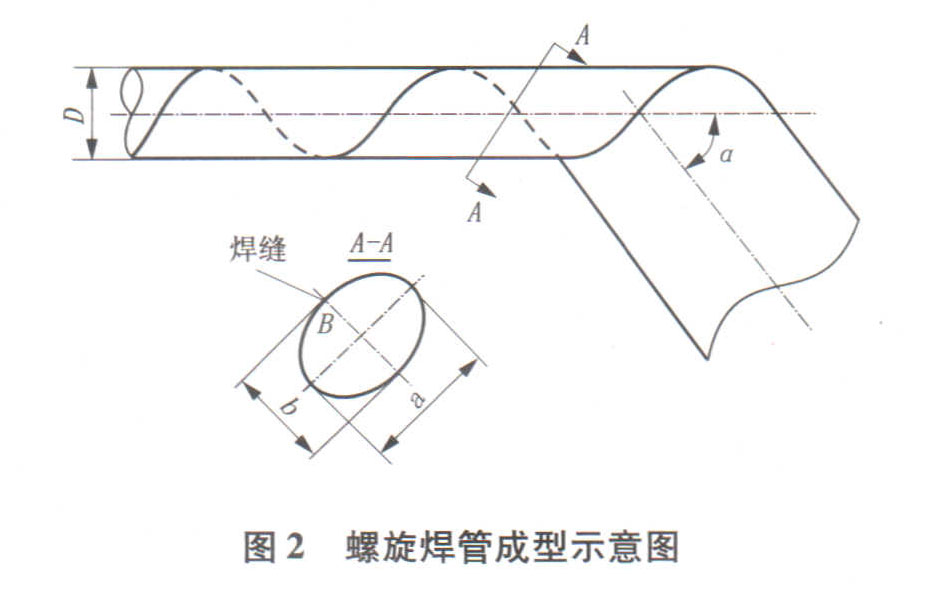
椭圆长轴α= D/cosα,短轴b=D。成型角α 越小,cosα越大,椭圆长轴α就随之变短,焊缝B 处的曲率增大,"翘嘴"趋势就越大[3 ]。
此外,"翘嘴"倾向还与管径、壁厚、材质等有 关,管径越小、壁厚越大、钢级越高,"翘嘴"趋势 越大。
此外,"翘嘴"倾向还与管径、壁厚、材质等有 关,管径越小、壁厚越大、钢级越高,"翘嘴"趋势 越大。
4成型缝"翘嘴"的控制措施
4.1改进带钢边缘预弯装直
成型之前对带钢边缘进行预弯是防止成型缝 "翘嘴"的有效措施,改进预弯装置设计对改善预 弯效果尤为重要。
目前,国内螺旋焊管制造厂普遍采用的预弯 装置辑型如图3所示。该装置可整体进退调整带 钢预弯边宽度,通过上辑上下调节可调整弯曲量
的大小。其优点是结构简单、调节方便、容易维 修。缺点在于:一是在板宽方向上,下辑的相对位 置不能调整,无法改变弯曲点的位置;二是同一辑 型不能适应不同规格钢管边缘弯曲的工艺要求。 因此,预弯装置辑型及结构应从以下几方面进行 改进设计。
成型之前对带钢边缘进行预弯是防止成型缝 "翘嘴"的有效措施,改进预弯装置设计对改善预 弯效果尤为重要。
目前,国内螺旋焊管制造厂普遍采用的预弯 装置辑型如图3所示。该装置可整体进退调整带 钢预弯边宽度,通过上辑上下调节可调整弯曲量
的大小。其优点是结构简单、调节方便、容易维 修。缺点在于:一是在板宽方向上,下辑的相对位 置不能调整,无法改变弯曲点的位置;二是同一辑 型不能适应不同规格钢管边缘弯曲的工艺要求。 因此,预弯装置辑型及结构应从以下几方面进行 改进设计。
(1)优化预弯扭扭型
根据不同的成型角和钢管规格设计相应的预 弯辘辘型,重点优化设计图3中的矶和几以及 矶和凡的圆心位置,同时可将上预弯辐机构设 计成在板宽方向相对于下预弯辑位置具有可调整 的功能,以改变弯曲点的位置,满足不同的预弯工 艺要求。
(2)采用上下预弯扭曲面贴合设计
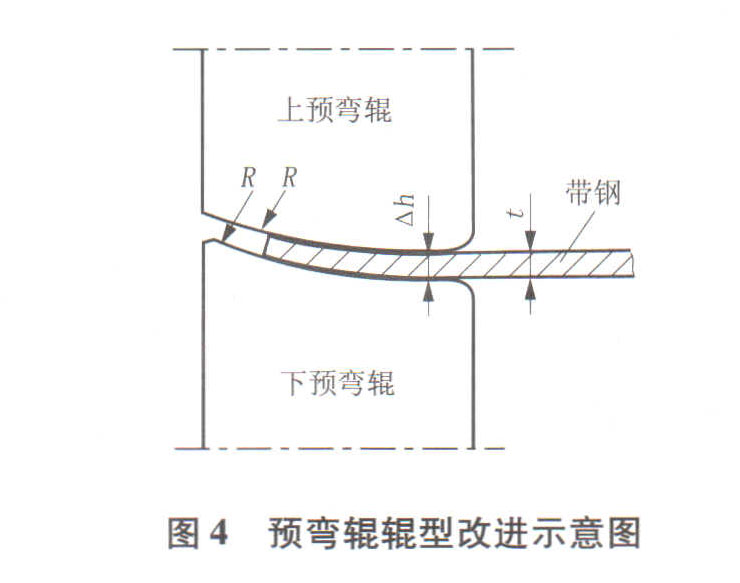
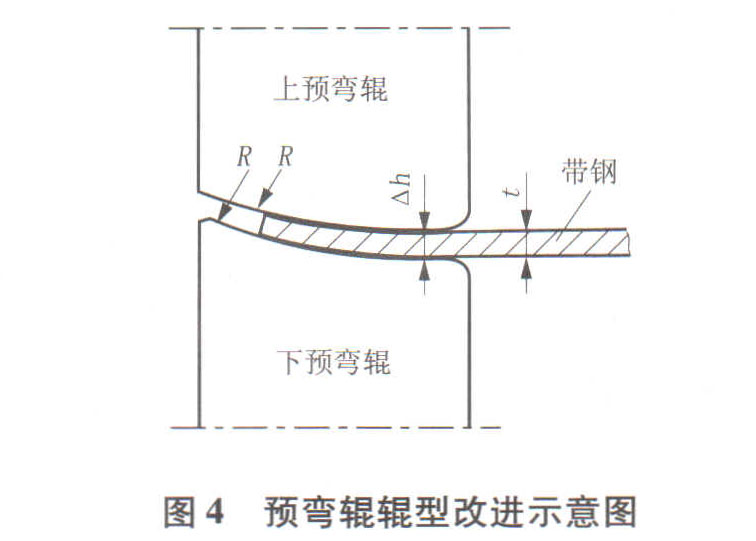
改进后的预弯辐辐型采用工下预弯辑曲面的 贴合设计,如图4所示。
根据不同的成型角和钢管规格设计相应的预 弯辘辘型,重点优化设计图3中的矶和几以及 矶和凡的圆心位置,同时可将上预弯辐机构设 计成在板宽方向相对于下预弯辑位置具有可调整 的功能,以改变弯曲点的位置,满足不同的预弯工 艺要求。
(2)采用上下预弯扭曲面贴合设计
改进后的预弯辐辐型采用工下预弯辑曲面的 贴合设计,如图4所示。
在工作状态下,上下预弯辘辘面在垂直方向 的间隙量
/1h = l +δm皿+ /1l + (0. 5 - 1. 0) , 式中: l带钢公称厚度;
8max一带钢厚度极限上偏差;
/1t一带钢头尾对接缝的最大错边量。
该结构同样要根据不同成型角和钢管规格设计相应的预弯辑。要保证该装置正常工作,对带 钢头尾对接提出了更高要求:一是对接缝错边量 必须严格控制,二是对带钢两边参与预弯宽度范 围内的对接焊缝余高进行磨平处理,磨后余高控 制在0-0.5 mm内。
(3)采用三辑预弯装直
兰车昆预弯装置基本结构如图5所示。装置主 要由箱体、上预弯辑压下机构(蜗轮蜗杆减速 器)、上下预弯辑、3#预弯辑及进退机构等部件组 成。装置可在其底座上沿带钢宽度方向整体进 退,以调节带钢预弯宽度和弯曲点位置。2#预弯 辑的升降采用电动蜗轮蜗杆机构自动调整,3#预 弯辑在带钢宽度方向上的进退采用手动丝杆传动 机构调整,通过调整γ预弯辑的压下量和Y预弯 辐的进退量来满足不同钢管规格和成型角对带钢 边缘的预弯要求。
采用该预弯装置也存在一定的局限性。由于 装置本身在带钢宽度方向占据的空间较大,在采用 窄板(带钢工作宽度运导板宽度+5∞mm)生产时 卷边预弯效果较差。另一方面,受装置本身横向尺 寸的制约,带钢上下限位导板距离带钢边缘相对较 远,给带钢递送线的控制带来了一定的难度,在薄 板低钢级钢管生产时递送线控制难度更大。
4.2优化调整边缘预弯工艺参数
无论采用上述哪种结构的装置对带钢边缘进 行预弯,对预弯工艺参数进行合理调整和不断优
化都很重要。根据不同的成型角、钢管管径、钢 级、壁厚和成型缝"翘嘴"程度对预弯装置整体进 退量、上预弯辐压下量、带钢边缘弯曲宽度、弯曲 点位置等主要工艺参数进行调整,并不断总结优 化,满足标准对成型缝"翘嘴"量指标的要求。
由前面原因分析已知,成型缝递送边"翘嘴" 比自由边严重,因此,如果工艺位置允许,可在递 送边设置两套预弯装置,分别选择带钢边缘不同 的点进行弯曲,保证预弯充分。
4.3提高圆盘剪的剪切质量
对于采用圆盘剪工艺来保证带钢工作宽度的 螺旋焊管机组,剪切后带钢边缘的平整度和弯曲 方向对成型缝"翘嘴"也有一定的影响O
以前多数螺旋焊管生产线圆盘剪刃的安装布 置方式如图6所示,上剪刃在外,下剪刃在内。在 剪切过程中,上剪刃向下的剪切力导致带钢边缘 向下产生弹塑性弯曲变形,在剪切外力去除后,弹 性变形部分恢复,但塑性变形部分导致带钢边缘 向下弯曲,其弯曲方向正好与边缘预弯的方向相 反,与成型缝固有的"翘嘴"相叠加,加刷了成型 缝"翘嘴"。另一方面,剪切导致的反向弯曲往往 产生在带钢边缘15 -20 mm内,要依靠边缘预弯 装置进行反向弯曲几乎不可能。
可通过调整圆盘剪刃的布置方式解决上述问 题。如罔7所示,将上剪刃布置在内,下剪刃布置 在外。剪切过程中,下剪刃对带钢的剪切力向上,
/1h = l +δm皿+ /1l + (0. 5 - 1. 0) , 式中: l带钢公称厚度;
8max一带钢厚度极限上偏差;
/1t一带钢头尾对接缝的最大错边量。
该结构同样要根据不同成型角和钢管规格设计相应的预弯辑。要保证该装置正常工作,对带 钢头尾对接提出了更高要求:一是对接缝错边量 必须严格控制,二是对带钢两边参与预弯宽度范 围内的对接焊缝余高进行磨平处理,磨后余高控 制在0-0.5 mm内。
(3)采用三辑预弯装直
兰车昆预弯装置基本结构如图5所示。装置主 要由箱体、上预弯辑压下机构(蜗轮蜗杆减速 器)、上下预弯辑、3#预弯辑及进退机构等部件组 成。装置可在其底座上沿带钢宽度方向整体进 退,以调节带钢预弯宽度和弯曲点位置。2#预弯 辑的升降采用电动蜗轮蜗杆机构自动调整,3#预 弯辑在带钢宽度方向上的进退采用手动丝杆传动 机构调整,通过调整γ预弯辑的压下量和Y预弯 辐的进退量来满足不同钢管规格和成型角对带钢 边缘的预弯要求。
采用该预弯装置也存在一定的局限性。由于 装置本身在带钢宽度方向占据的空间较大,在采用 窄板(带钢工作宽度运导板宽度+5∞mm)生产时 卷边预弯效果较差。另一方面,受装置本身横向尺 寸的制约,带钢上下限位导板距离带钢边缘相对较 远,给带钢递送线的控制带来了一定的难度,在薄 板低钢级钢管生产时递送线控制难度更大。
4.2优化调整边缘预弯工艺参数
无论采用上述哪种结构的装置对带钢边缘进 行预弯,对预弯工艺参数进行合理调整和不断优
化都很重要。根据不同的成型角、钢管管径、钢 级、壁厚和成型缝"翘嘴"程度对预弯装置整体进 退量、上预弯辐压下量、带钢边缘弯曲宽度、弯曲 点位置等主要工艺参数进行调整,并不断总结优 化,满足标准对成型缝"翘嘴"量指标的要求。
由前面原因分析已知,成型缝递送边"翘嘴" 比自由边严重,因此,如果工艺位置允许,可在递 送边设置两套预弯装置,分别选择带钢边缘不同 的点进行弯曲,保证预弯充分。
4.3提高圆盘剪的剪切质量
对于采用圆盘剪工艺来保证带钢工作宽度的 螺旋焊管机组,剪切后带钢边缘的平整度和弯曲 方向对成型缝"翘嘴"也有一定的影响O
以前多数螺旋焊管生产线圆盘剪刃的安装布 置方式如图6所示,上剪刃在外,下剪刃在内。在 剪切过程中,上剪刃向下的剪切力导致带钢边缘 向下产生弹塑性弯曲变形,在剪切外力去除后,弹 性变形部分恢复,但塑性变形部分导致带钢边缘 向下弯曲,其弯曲方向正好与边缘预弯的方向相 反,与成型缝固有的"翘嘴"相叠加,加刷了成型 缝"翘嘴"。另一方面,剪切导致的反向弯曲往往 产生在带钢边缘15 -20 mm内,要依靠边缘预弯 装置进行反向弯曲几乎不可能。
可通过调整圆盘剪刃的布置方式解决上述问 题。如罔7所示,将上剪刃布置在内,下剪刃布置 在外。剪切过程中,下剪刃对带钢的剪切力向上,
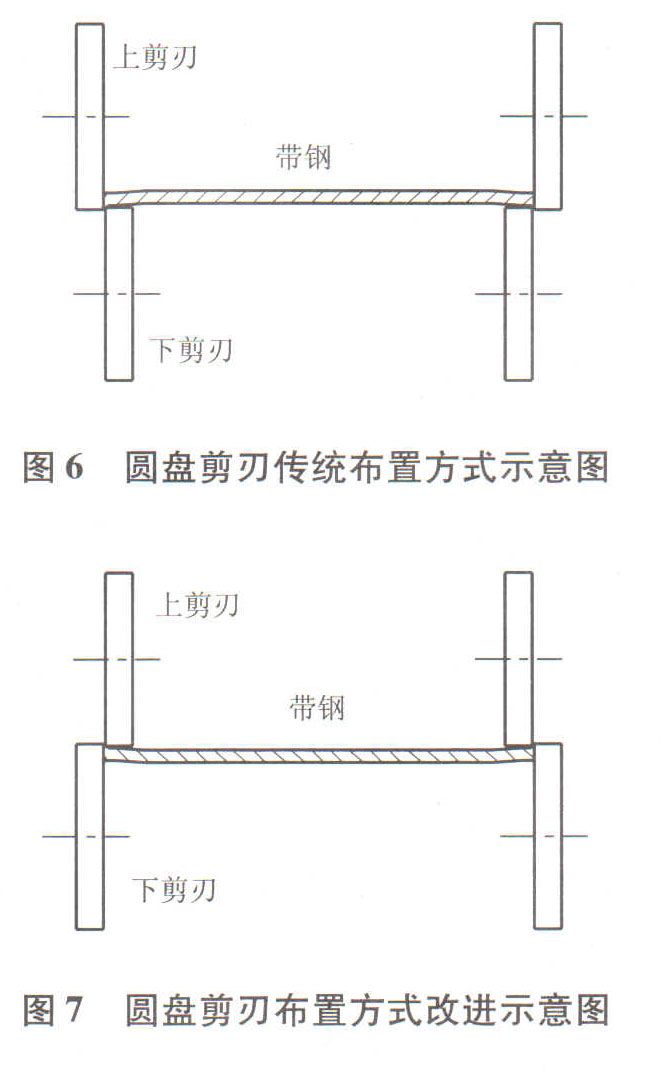
带钢边缘产生塑性变形的弯曲方向向上,与边缘 预弯的方向相同,可有效缓解成型缝"翘嘴"。
4.4选择合适的成型角
API SPEC 5L标准规定:螺旋焊管生产的宽 (工作板宽)径(钢管外径)比为0.8 _3.0[4],也 就是说成型角范围为15° - 75°。从经济性考虑, 成型角越小越好,可提高生产效率,降低各种材料 消耗。从可行性考虑,采用小成型角时,成型缝 "翘嘴"加剧,成型焊接的稳定性降低;采用大成 型角生产时,可有效缓解成型缝"翘嘴",但生产 效率相对较低,材料消耗高。同时,考虑钢厂可提 供热轧带钢宽度范围等因素,生产大直径钢管时 应选择相对偏大的成型角,生产小直径钢管时应 选择相对偏小的成型角。因此,从生产经济性、可 行性和成型缝"翘嘴"等多方面综合考虑,在45。 -65。范围内优选成型角较为适宜。
4.5配套措施
带钢边缘预弯装置安装在递送机和成型人口 带钢控制立辑之间,带钢边缘经预弯处理后要通 过一对控制立辑再进入成型器,因此该控制立辑 的辐型设计必须满足预弯后带钢端面的控制要 求,否则将会导致带钢递送线控制难度加大和带 钢边缘挤厚等问题出现。如罔8所示,带钢边缘 经预弯后其端面与垂直面存在夹角β,人口控制 立辘辘型设计时辑面也应为β角锥面辑,以有效 控制带钢递送线。
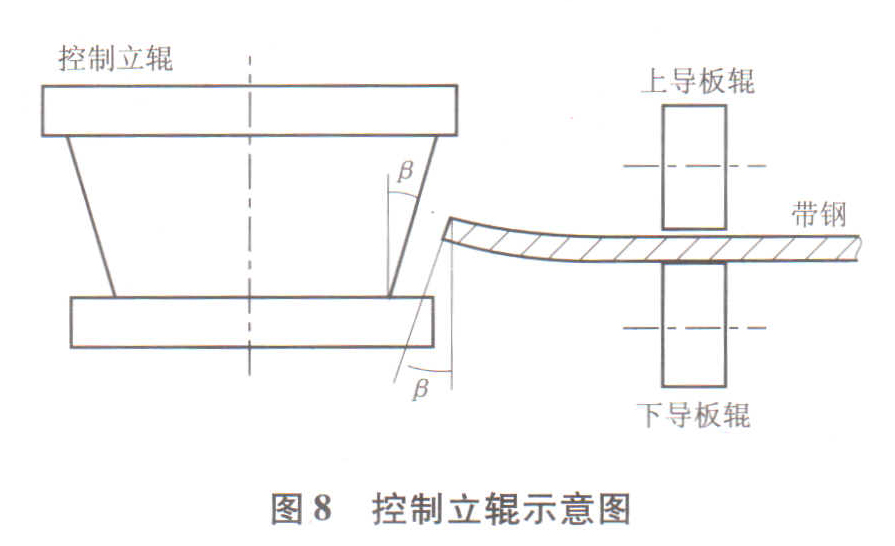
当人口立辘辘面设计为图8所示锥面辑时, 如果带钢"跑偏"严重,立辑受力过大,由于立辘 锥面对带钢端面存在向下的分力,就会导致带钢 边缘向下弯曲(以下导板辑作为支点) ,带钢边缘 反向预弯,削减预弯效果。因此,采用锥面立辑时 必须保证带钢递送平稳,杜绝严重"跑偏",减小 立辑受力,避免带钢向下弯曲。
5结语
成型缝"翘嘴"是由于带钢边缘变形不充分 造成的,"翘嘴"量与边缘变形量差异大小直接相 关,还与成型角、管径、钢级和壁厚等因素有关,在 采用小成型角生产中小直径钢管时表现突出。较 严重的成型缝"翘嘴"对产品质量造成较大影响, 其危害性很大。笔者认为:工艺设计时优选成型 角、优化调整带钢边缘预弯工艺参数、改进预弯装 置辑型和结构设计、提高带钢边缘剪切质量等是 缓解成型缝"翘嘴"的可行措施,能有效控制成型 缝"翘嘴"量指标,使其满足产品标准要求,提高 成型焊接质量。
参考文献:
[1] Q/SY XQ14-2∞3,西气东输管道工程用螺旋缝埋弧 焊管技术条件[S] .
[2]刘云,刘成坤.小成型角螺旋焊管焊缝裂纹的分析与 控制[1].焊管,2∞5,28(曰:75 -76.
[3]杨玉璧.螺旋焊管成型工艺[J] .焊管通讯,1980 ( I ) : 18 -19.
[4] API SPEC 5L,管线铜管规范(第43版)[S] .
作者简介:刘成坤(1969 - ) ,男,高级工程师,1991年毕业 于长江大学(原江汉石油学院)矿业机械专业,从事螺旋 焊管制造工艺与装备技术工作。
收稿日期:2∞7一07 -03 编辑:谢淑霞
版权所有@转载请注明:http://www.hblongma.com/Indu52.html
下一页:Q345B钢结构直缝焊管乱尺定做