埋弧焊与高频焊区别
一、埋弧焊
埋弧焊是电弧在焊剂层下燃烧进行焊接的方法。焊接电弧在焊丝与焊件之间燃烧,电弧热将焊丝端部及电弧附近的母材金属和焊剂熔化,焊丝不断的送进,并沿着一定的轨迹前进,电弧移开后熔池金属凝固成焊缝,熔化的焊剂则凝固成渣壳覆盖于焊缝表面,熔渣对熔池和焊缝金属起保护作用,防止电弧和熔池受到外界空气的侵入。另外,熔渣参与熔池的冶金反应,焊丝中的Cr、Mn等合金元素可能被烧损,而焊剂的Si、S、P等进入焊缝金属。埋弧焊示意见图1。
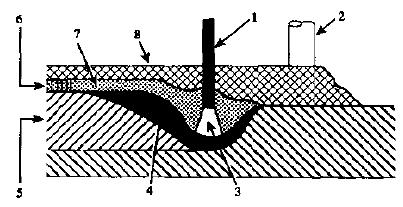
图1 埋弧焊示意图
1-丝极;2-喂焊剂嘴;3-电弧;4-液态焊缝金属
5-固态焊缝金属;6-渣;7-熔化焊剂;8-焊剂
埋弧焊的引弧、送丝、移丝和灭弧等动作,通常是由机械完成,故称为埋弧自动焊。埋弧焊具有如下优点:①机械化程度高,对焊工技艺水平要求低;②焊接电流大,可减少焊件的坡口,焊接效率高;③焊剂能隔开熔化金属与空气的接触,保护效果好、焊缝质量高;④覆有弧光辐射,劳动条件较好。缺点是只能在平焊位置焊接,对焊接设备和工装器具要求较高。
埋弧焊的焊接设备一般有两种。一种是等速送丝埋弧焊机,送丝速度按设定的速度不变,维持电弧相对稳定是依靠电弧的自身调节作用。另一种是变速送丝埋弧焊机,它是利用电弧电压作为反馈信号,经过控制系统改变送丝速度,从而保持电弧的相对稳定。另外,为了确保焊接过程处于最适合的位置和焊接过程的稳定可靠,埋弧焊还需要较为复杂的辅助设备与焊机相配合,常用的辅助设备有:焊件的变位设备、焊接操作机(即焊机机头变位设备)、焊接夹具和焊缝成形设备等。
埋弧焊由于电流大、熔深大,其坡口形式和尺寸要求是:厚度小于12mm板不用开坡口,厚度在12~20mm之间的可以采用单面焊,反面清根进行焊接,大于20mm时要求开坡口,但其钝边要求有5~6mm。焊接电流是根据焊丝的直径、焊件的厚度、以及焊剂型号来选择。由于埋弧焊焊接电流大,第一层焊时容易发生烧穿,常采用以下几种施焊工艺:焊条电弧焊封底焊、永久垫板埋弧焊、锁底对接接头埋弧焊、焊剂垫埋弧焊。
二、高频焊
以高频电流加热工件,然后施加压力形成接头的焊接方法(见图)。利用高频电流集中沿导体表面和沿感抗最小的通路流过的原理,使电流集中加热工件的待焊表面,在达到热塑性状态或局部熔化状态时,对工件加压挤出熔化金属和金属氧化物,便形成焊接接头。高频焊常用频率范围为 60~500千赫。高频焊分高频电阻焊和高频感应焊两种。
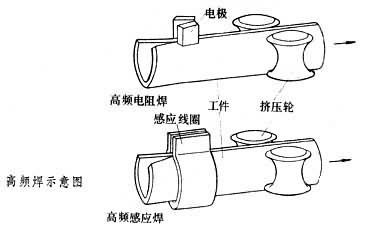
①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。
②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于高效率自动生产线,是生产有缝管的先进方法。
三、用途
埋弧焊接焊缝质量高,可应用于承重、承压类工程;如高层立体结构立柱,大型体育馆厂,石油天燃气输送管道,机械加工。
高频焊接焊缝力学性能较原材要差,常应用于低压流体管道、非承重网架结构立柱等。
河北龙马钢管制造股份有限公司
版权所有@转载请注明:http://www.hblongma.com/Hyzs31.html
下一页:没有了