焊材对螺旋缝预精焊管焊缝组织和性能的影响
相关文章:
焊材对螺旋缝预精焊管焊缝组织和性能的影响
刘文友,张晓强
摘要:针对L450管线钢螺旋缝预精焊管批量生产中出现的焊缝冲击性能不合格的问题, 更换为Cr, Ni, Ti等元素含量较高的焊丝进行焊接,通过对不同匹配下焊缝取样,并进行 显微组织和力学性能分析,结果显示,更换焊丝后焊缝组织,其柱状晶两侧分布的先共析 铁素体(PF)总量减少,主要以针状铁素体(AF)为主,并且针状铁素体、先共析铁素体的晶 粒更为细小,冲击韧性有明显提高。
关键词:螺旋缝预精焊;焊材成分;先共析铁素体;针状铁素体;冲击韧性
The Effect of Welding Material on Weld Microstructure and Properties of Spiral Two-step Welding Pipe
Abstract: Aim at the problem of LASO steel weld impact property which occurred in mass production spiral two-step welding pipe, using the welding wire with higher contents of Cr, Ni ,Ti and other elements to conduct welding, weld sample was taken out through different welding match, the microstructure and mechanical properties were analyzed, the results indicated that the total quantity of proeutectoid ferrite distributed in both sides of column crystal was reduced after replacing welding wire. The weld microstructure mainly included acicular ferrite, the grain of acicular ferrite (AF), proeutectoid fen'ite (PF)was finer, its impact toughness value was obviously increased. Key words: spiral two-step welding pipe; welding material component; proeutectoid ferrite (PF); acicular fenite (AF); impact toughness
前言
早在19世纪70年代加拿大建设天然气管 线就采用了由德同霍西公司为其提供的预焊和精焊的生产工艺,此工艺又称为两步法生产工艺。 预焊采用熔化极气体保护焊,预焊速度即带钢成型递送速度,可达3-5m/min。钢管的内焊在另外单独的台架上通过悬臂焊炬完成,外焊在精 焊台架上进行,焊管在正交车昆道上既能向前移 动,又能同时做圆周滚动,焊管螺旋运动与焊缝的螺旋角同步,使内外焊的焊接可连续进行[门。 目前国内已有制管企业尝试引进了这-生产工
艺,其中沙市钢管厂自主研发设计的国产机组已 逐步开始投产,目前该企业拥有2套成型预焊机组, 4套精焊机组。预精焊工艺技术是目前国内 螺旋埋弧焊管中较为先进的制管工艺技术,它的优点是有效地解决了成型和焊接之间的相互干扰问题,充分发挥了成型和焊接的各自优势,实现了高速成型和低速焊接的有机结合,极大地提高了生产线的产量和质量有效地降低了生产成本。笔者针对IA50管线钢螺旋缝预精焊批量生 产中出现的一些问题进行了研究,采用了多种焊材匹配,对得到的焊缝显微组织和性能进行分析讨论。
刘文友,张晓强
摘要:针对L450管线钢螺旋缝预精焊管批量生产中出现的焊缝冲击性能不合格的问题, 更换为Cr, Ni, Ti等元素含量较高的焊丝进行焊接,通过对不同匹配下焊缝取样,并进行 显微组织和力学性能分析,结果显示,更换焊丝后焊缝组织,其柱状晶两侧分布的先共析 铁素体(PF)总量减少,主要以针状铁素体(AF)为主,并且针状铁素体、先共析铁素体的晶 粒更为细小,冲击韧性有明显提高。
关键词:螺旋缝预精焊;焊材成分;先共析铁素体;针状铁素体;冲击韧性
The Effect of Welding Material on Weld Microstructure and Properties of Spiral Two-step Welding Pipe
Abstract: Aim at the problem of LASO steel weld impact property which occurred in mass production spiral two-step welding pipe, using the welding wire with higher contents of Cr, Ni ,Ti and other elements to conduct welding, weld sample was taken out through different welding match, the microstructure and mechanical properties were analyzed, the results indicated that the total quantity of proeutectoid ferrite distributed in both sides of column crystal was reduced after replacing welding wire. The weld microstructure mainly included acicular ferrite, the grain of acicular ferrite (AF), proeutectoid fen'ite (PF)was finer, its impact toughness value was obviously increased. Key words: spiral two-step welding pipe; welding material component; proeutectoid ferrite (PF); acicular fenite (AF); impact toughness
前言
早在19世纪70年代加拿大建设天然气管 线就采用了由德同霍西公司为其提供的预焊和精焊的生产工艺,此工艺又称为两步法生产工艺。 预焊采用熔化极气体保护焊,预焊速度即带钢成型递送速度,可达3-5m/min。钢管的内焊在另外单独的台架上通过悬臂焊炬完成,外焊在精 焊台架上进行,焊管在正交车昆道上既能向前移 动,又能同时做圆周滚动,焊管螺旋运动与焊缝的螺旋角同步,使内外焊的焊接可连续进行[门。 目前国内已有制管企业尝试引进了这-生产工
艺,其中沙市钢管厂自主研发设计的国产机组已 逐步开始投产,目前该企业拥有2套成型预焊机组, 4套精焊机组。预精焊工艺技术是目前国内 螺旋埋弧焊管中较为先进的制管工艺技术,它的优点是有效地解决了成型和焊接之间的相互干扰问题,充分发挥了成型和焊接的各自优势,实现了高速成型和低速焊接的有机结合,极大地提高了生产线的产量和质量有效地降低了生产成本。笔者针对IA50管线钢螺旋缝预精焊批量生 产中出现的一些问题进行了研究,采用了多种焊材匹配,对得到的焊缝显微组织和性能进行分析讨论。
1试验材料
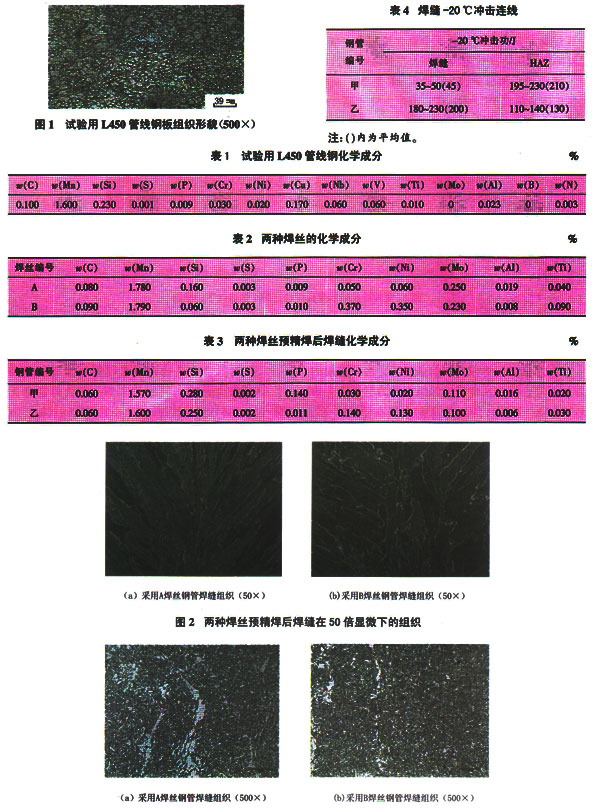
试验用原料为国内某钢厂生产的rA50管线 钢板,板厚12.7mm,其微观形貌如图1所示,
其化学成分见表1,其组织主要为针状铁素体和块状铁素体。
选择A, B两种焊丝进行预精焊生产,两种 焊丝化学成分见表2。
两种焊丝化学成分差异较大,区别主要体现 在心, Ni, AI, Ti等元素上, B焊丝中Cr, Ni, Ti元素含量较高, Al元素含量较低。同时,采 用A, B焊丝进行内外焊接,分别得到甲、乙两 根钢管。表3为甲、乙两根钢管的焊缝化学成 分,可以看出,焊缝熔敷金属中Cr, Ni成分差 异较大, AI, Ti成分较母材有所变化。
其化学成分见表1,其组织主要为针状铁素体和块状铁素体。
选择A, B两种焊丝进行预精焊生产,两种 焊丝化学成分见表2。
两种焊丝化学成分差异较大,区别主要体现 在心, Ni, AI, Ti等元素上, B焊丝中Cr, Ni, Ti元素含量较高, Al元素含量较低。同时,采 用A, B焊丝进行内外焊接,分别得到甲、乙两 根钢管。表3为甲、乙两根钢管的焊缝化学成 分,可以看出,焊缝熔敷金属中Cr, Ni成分差 异较大, AI, Ti成分较母材有所变化。
2试验结果
采用外双丝、内三丝埋弧自动焊焊接方法, 相同焊接工艺参数,同一牌号的焊剂分别匹配 A, B两种焊丝进行钢管焊接生产。两种钢管焊 缝的主要力学性能见表4。
从表4数据中可以看出,使用焊丝A生产 出的钢管甲,其焊缝的单值冲击韧性并不能满足
GB厅9711.1一1997的要求(单值40 J);而更换焊 丝B生产出的铜管乙,其焊缝冲击韧性有了大 幅度提升。对焊缝宏观形貌进行分析,甲、乙两 根钢管的焊缝成形良好,过渡平滑。
图2为A, B两种焊丝预精焊后的焊缝在50 倍显微下的组织,可以看出柱状晶成长的方向, 在柱状晶两侧均分布着白色的先共析铁素体。
两种焊丝得到的焊缝组织区别在于:图2(a) 中柱状晶的晶粒较细小,而图2(b)中的柱状晶比 较粗大,采用B焊丝生产的乙钢管焊缝组织, 其柱状晶两侧分布的先共析铁素体总量要比采用 A焊丝的少O图3为A. B两种焊丝预精焊后的 焊缝在500倍显微下的组织,由图可以看出,采 用B焊丝预精焊生产得到的焊缝组织主要以针 状铁素体为主,并且AF和PF的晶粒要比采用 A焊丝的更为细小。
从表4数据中可以看出,使用焊丝A生产 出的钢管甲,其焊缝的单值冲击韧性并不能满足
GB厅9711.1一1997的要求(单值40 J);而更换焊 丝B生产出的铜管乙,其焊缝冲击韧性有了大 幅度提升。对焊缝宏观形貌进行分析,甲、乙两 根钢管的焊缝成形良好,过渡平滑。
图2为A, B两种焊丝预精焊后的焊缝在50 倍显微下的组织,可以看出柱状晶成长的方向, 在柱状晶两侧均分布着白色的先共析铁素体。
两种焊丝得到的焊缝组织区别在于:图2(a) 中柱状晶的晶粒较细小,而图2(b)中的柱状晶比 较粗大,采用B焊丝生产的乙钢管焊缝组织, 其柱状晶两侧分布的先共析铁素体总量要比采用 A焊丝的少O图3为A. B两种焊丝预精焊后的 焊缝在500倍显微下的组织,由图可以看出,采 用B焊丝预精焊生产得到的焊缝组织主要以针 状铁素体为主,并且AF和PF的晶粒要比采用 A焊丝的更为细小。
3试验结果分析
在焊接工艺参数相同的条件下,由于选用的 焊丝不同,导致两种焊缝的组织及力学性能差异 较大。A, B两种焊丝的区别主要在于Cr, Ni, AI, Ti等元素含量不同。
Cr元素能抑制奥氏体的转变。在w(Cr)为O -2.3 %条件下,当w(Mn)为1.0 %时,随着Cr 含量增加,先共析铁素体连续减少, AF含量随 Cr含量的增加而增加山。
Ni元素不但降低γ→α相变温度,减少先共 析铁素体含量并改善焊缝的冲击韧性,而且减小 低温时焊缝金属的摩擦阻力和钉扎常数,增加层 错能,促进低温时螺型位错交滑移,从而使裂纹 扩展消耗功增加,进而可以获得较高的低温韧性3。 在焊缝金属的整个冷却速度范围内, Ni可以使 相变温度降低,并且使侧板条铁素体开始转变温 度降低程度明显大于针状铁素体开始转变温度的 降低。若有Mn存在时Ni的这种效果有利于针 状铁素体形成[4]。
Al是强氧化物形成元素,具有很强的脱氧 和细化晶粒的作用。Al容易使AF在原奥氏体晶内合适的夹杂物t形核长大。焊缝硬度与强度随 Al含量的增加而增大,而冲击韧性则减小[2]。
Ti对低合金高强钢埋弧焊焊缝金属组织和 性能有很大影响。同时加入Mo,Ti会降低奥氏 体→铁素体相变温度,并使相变温度区间缩短。当 ω(Mo)为0.1 %-0.35%,ω(Ti)为0.03 % - 0.05 % 时,在焊缝金属中生成稳定均匀的针状铁素体组 织,此时焊缝冲击韧性最高[40]。
原奥氏体晶粒尺寸主要由焊接线能量和焊缝 金属化学成分决定。焊缝金属中氧含量增大, 原奥氏体晶粒变小[2J。由上可知,母材中weAl)为 0.023%, A焊丝中weAl)为0.019 %, B焊丝中 weAl)为0.008%。众所周知,在埋弧焊中焊缝内 的绝大多数成分来自于母材。在预精焊后,甲焊缝 中ω(AI)为0.016 %,乙焊缝中ω(AI)为0.006%。 证明乙焊缝中Al脱氧能力比甲焊缝强,因此使 用B焊丝的钢管乙焊缝金属中氧含量较少,故B 焊丝的原奥氏体晶粒更为粗大。在焊缝冷却过程 中,细小奥氏体分解成PF和粗AF板条,而较 大奥氏体分解成PF和细AF。由于大尺寸晶粒的 晶界相对要小,所以粗奥氏体晶粒分解产物中 AF所占的比例很大。在连续冷却过程中,PF形成的温度高,且在其形成时要释放出结晶潜热, 使奥氏体过冷度相对减小,这相当于焊缝金属的 冷却速度相对减小。显然,细小奥氏体的晶界较 大,析出的PF较多,释放的结晶潜热也较多, 使得原奥氏体晶粒细小时,晶内转变产物为粗 AF,而原奥氏体晶粒粗大时,晶内转变产物为细 AF[飞因此,采用B焊丝生产的乙焊缝组织柱状 品较粗大,其柱状晶两侧分布的先共析铁素体总 量要比采用A焊丝的少。
因为B焊丝在合金元素含量增加的情况下 抑制了先共析铁素体的析出,其焊缝组织以针状 铁素体为主。Cr,阳, Ti等合金元素都更易于获 得细晶粒组织。晶粒越细小,强度和硬度则越 高,同时塑性韧性也越好。因而采用B焊丝得 到的焊缝冲击韧性要比A焊丝高。
参考文献:
[ 1 J毛周团,尹志远,王少华,等.螺旋埋弧焊管预精焊生 产工艺[J].焊管,2010,33 (4 ):52-55.
[2J张德勤,雷毅,刘志义.徽合金钢焊缝金属中的针状铁 素体[JJ.中国石油大学学报,2003,27 (4 ):141-144.
[3J张敏,姚成武,周永欣,等. X80管线钢埋弧焊缝组织 特征及其控制的试验研究[J].中国石油大学学报, 2006,30(5 ):88-92.
[4J村.则裕,张德勤,田志凌.低碳低合金钢焊缝金属的显 微组织及其影响因素[JJ钢铁,1999, 34( 10):67-71.
作者简介:刘文友(1986-) ,男,2007年毕业于西安石油大 学,工学学士,焊接助理工程师,主要从事螺旋埋弧焊管焊 接质量与工艺管理工作。
Cr元素能抑制奥氏体的转变。在w(Cr)为O -2.3 %条件下,当w(Mn)为1.0 %时,随着Cr 含量增加,先共析铁素体连续减少, AF含量随 Cr含量的增加而增加山。
Ni元素不但降低γ→α相变温度,减少先共 析铁素体含量并改善焊缝的冲击韧性,而且减小 低温时焊缝金属的摩擦阻力和钉扎常数,增加层 错能,促进低温时螺型位错交滑移,从而使裂纹 扩展消耗功增加,进而可以获得较高的低温韧性3。 在焊缝金属的整个冷却速度范围内, Ni可以使 相变温度降低,并且使侧板条铁素体开始转变温 度降低程度明显大于针状铁素体开始转变温度的 降低。若有Mn存在时Ni的这种效果有利于针 状铁素体形成[4]。
Al是强氧化物形成元素,具有很强的脱氧 和细化晶粒的作用。Al容易使AF在原奥氏体晶内合适的夹杂物t形核长大。焊缝硬度与强度随 Al含量的增加而增大,而冲击韧性则减小[2]。
Ti对低合金高强钢埋弧焊焊缝金属组织和 性能有很大影响。同时加入Mo,Ti会降低奥氏 体→铁素体相变温度,并使相变温度区间缩短。当 ω(Mo)为0.1 %-0.35%,ω(Ti)为0.03 % - 0.05 % 时,在焊缝金属中生成稳定均匀的针状铁素体组 织,此时焊缝冲击韧性最高[40]。
原奥氏体晶粒尺寸主要由焊接线能量和焊缝 金属化学成分决定。焊缝金属中氧含量增大, 原奥氏体晶粒变小[2J。由上可知,母材中weAl)为 0.023%, A焊丝中weAl)为0.019 %, B焊丝中 weAl)为0.008%。众所周知,在埋弧焊中焊缝内 的绝大多数成分来自于母材。在预精焊后,甲焊缝 中ω(AI)为0.016 %,乙焊缝中ω(AI)为0.006%。 证明乙焊缝中Al脱氧能力比甲焊缝强,因此使 用B焊丝的钢管乙焊缝金属中氧含量较少,故B 焊丝的原奥氏体晶粒更为粗大。在焊缝冷却过程 中,细小奥氏体分解成PF和粗AF板条,而较 大奥氏体分解成PF和细AF。由于大尺寸晶粒的 晶界相对要小,所以粗奥氏体晶粒分解产物中 AF所占的比例很大。在连续冷却过程中,PF形成的温度高,且在其形成时要释放出结晶潜热, 使奥氏体过冷度相对减小,这相当于焊缝金属的 冷却速度相对减小。显然,细小奥氏体的晶界较 大,析出的PF较多,释放的结晶潜热也较多, 使得原奥氏体晶粒细小时,晶内转变产物为粗 AF,而原奥氏体晶粒粗大时,晶内转变产物为细 AF[飞因此,采用B焊丝生产的乙焊缝组织柱状 品较粗大,其柱状晶两侧分布的先共析铁素体总 量要比采用A焊丝的少。
因为B焊丝在合金元素含量增加的情况下 抑制了先共析铁素体的析出,其焊缝组织以针状 铁素体为主。Cr,阳, Ti等合金元素都更易于获 得细晶粒组织。晶粒越细小,强度和硬度则越 高,同时塑性韧性也越好。因而采用B焊丝得 到的焊缝冲击韧性要比A焊丝高。
参考文献:
[ 1 J毛周团,尹志远,王少华,等.螺旋埋弧焊管预精焊生 产工艺[J].焊管,2010,33 (4 ):52-55.
[2J张德勤,雷毅,刘志义.徽合金钢焊缝金属中的针状铁 素体[JJ.中国石油大学学报,2003,27 (4 ):141-144.
[3J张敏,姚成武,周永欣,等. X80管线钢埋弧焊缝组织 特征及其控制的试验研究[J].中国石油大学学报, 2006,30(5 ):88-92.
[4J村.则裕,张德勤,田志凌.低碳低合金钢焊缝金属的显 微组织及其影响因素[JJ钢铁,1999, 34( 10):67-71.
作者简介:刘文友(1986-) ,男,2007年毕业于西安石油大 学,工学学士,焊接助理工程师,主要从事螺旋埋弧焊管焊 接质量与工艺管理工作。
河北龙马钢管制造股份有限公司
版权所有@转载请注明:http://www.hblongma.com/Hyzs26.html